
Reducing Wastewater Incineration And Carbon Emissions
By Dr. Niklaus Künzle, Senior Director and Head of Global Process Technology and Innovation for Small Molecules, and Dr. Andreas Sieber, Associate Director for the Solid Technologies Process Technology and Innovation Group

As the pharmaceutical industry works to develop more sustainable processes for large-scale drug manufacturing, companies are coming to terms with the fact that there is no one-size-fits-all approach. In fact, the key to reducing CO2 emissions and recycling higher volumes of solvent is often to engineer specialized approaches with flexible technologies that can be adapted for different products. At Lonza, a global contract development & manufacturing organization in the pharmaceutical, biotech, and nutrition markets, we have developed the Vision ZERO Initiative as one arm of our improved sustainability mission, which seeks to reduce emissions, water consumption, waste, and work incidents.
Lonza has developed several KPIs to achieve by 2030, including reducing energy use and greenhouse gas emissions by 36% each, waste by 24%, and industrial water consumption by 50%. Presently, we are striving to reduce the environmental impact of small molecule production by devoting resources to state-of-the-art production facilities, resource saving processes, solvent recycling, and low energy waste treatment. After identifying certain projects as ideal candidates for wastewater incineration reduction (WIR), Lonza has implemented customized plans for each client to reduce wastewater incineration and carbon emissions. These wastewater incineration and solvent recovery initiatives have already resulted in an annual carbon emissions reduction equivalent to the emissions of 54,000 economy flights from London to New York. If you’re looking for ways to innovate sustainably, explore how Lonza is developing tailored solutions to build a more sustainable future.
Process Mass Intensity (PMI), Process Water Intensity (PWI), and Waste Treatment
The measures of PMI and PWI are crucial sustainability indicators for different drug manufacturing processes. PMI is defined by the number of kilograms of materials (excluding water) used to produce one kilogram of product. PWI measures the kilograms of water used per kilogram of product. PMI directly correlates with greenhouse gas production, energy usage, and waste production. If you use 100kg of raw materials to produce 1kg of product, you produce 99kg of waste with a direct impact on CO2 emissions. Energy, however, is largely linked to the dilution of a process, and the effort to clean up the material from a diluted solution.
In Figure 1, PMI is depicted on the x-axis, and PWI on the y-axis. Each bubble represents a process that runs in Lonza’s small molecule facilities. The size of the bubble reflects the number of kilograms of material produced per campaign, while the colors show the impact of each process; a process in the G area is less sustainable, while a process in the A area is much more sustainable. Our goal is to move all projects towards the A area.
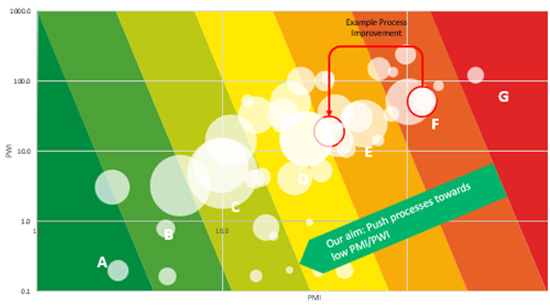
Figure 1. An illustration of different Lonza production processes and their PMIs and PWIs
Following API production, you are typically left with solvent and aqueous waste. From there, 30% of aqueous waste goes to a wastewater treatment plant, and 70% goes to an incineration plant. With solvent waste, 30% goes towards reuse and recycling, while the other 70% is sent to an incineration plant. If a production process cannot be adapted to be more sustainable, Lonza opts to implement “end-of-pipe” solutions such as WIR and solvent recovery. The goal of WIR is to incinerate less wastewater, and solvent recovery aims to recycle solvents back to the process or to other applications. Both of these will lower CO2 emissions and energy usage, while reducing production downtime and simplifying logistics.
Challenges to WIR
Lonza’s aqueous wastes often contain solvents, APIs, and other toxic organic compounds. We have low limits for API, total organic carbon (TOC), refractory TOC, total nitrogen, solvents, micropollutants, and other parameters in the wastewater sent to the wastewater treatment plant in Visp, Switzerland. Therefore, a complex combination of organic light and heavy boilers must be removed prior to sending the waste to the wastewater treatment plant. Accordingly, efficient pretreatment processes are required to reduce the amount of incinerated wastewater. An efficient treatment process will, ideally, go far below the actual limits to ensure it has the lowest possible impact on the environment. It is an on site process, as this simplifies logistics and avoids transportation, further reducing our footprint.
To achieve WIR on different projects despite these challenges, Lonza has established the following workflow:
- Conduct a detailed waste stream analysis for each possible sub-stream.
- Pre-select possible technologies based on a theoretical evaluation.
- Prove feasibility with lab experiments.
- Establish a business, including energy and CO2 balance, to assess environmental benefits.
- Develop and implement the process.
In-House and Partner Technologies
At Lonza, we offer the following in-house technologies: stripping distillation, liquid-liquid extraction, thermal hydrolysis, absorption technologies, mechanical solid-liquid separation, liquid-liquid separation, neutralization, precipitation, chemical treatment, and nanofiltration. These in-house technologies have the advantage of requiring minimal additional investment, and the existing knowledge on-site enables fast evaluation and implementation on a project. In addition to our in-house technology platform, we collaborate with external partners to expand our capabilities in the area of wastewater treatment. These are segmented into three groups:
- AOP technologies such as photo-oxidation, electro-oxidation, ozonization, wet air oxidation and super critical water oxidation,
- novel membrane technologies
- enzymatic decompositions.
As we have multi-purpose plants running different campaigns for different products, the more flexible a new technology is, the better suited it will be for our purposes.
Identifying Promising Projects
Choosing the most promising projects for implementing WIR and solvent recovery is key and requires collaboration across departments. It is largely based on Lonza’s waste database. This database provides a forecast of the amount of wastewater that will be produced over a number of years, and rough information about its composition. A rough assessment is made of a project’s feasibility based on the waste’s composition. If separation is possible with existing equipment and technology, we designate a score of about 70-90%. If it is more difficult or more investigation is required, the score is closer to 40-60%. If it is quite a complex separation task or new technologies are required, we lower the score to 10-30%. Based on this score, a reduction potential is calculated, which is the product of the stream size and the assessment. Candidates with the highest reduction potential are selected for the WIR and solvent recovery project. These assessments are repeated on a yearly basis, and Figure 2 shows an example.
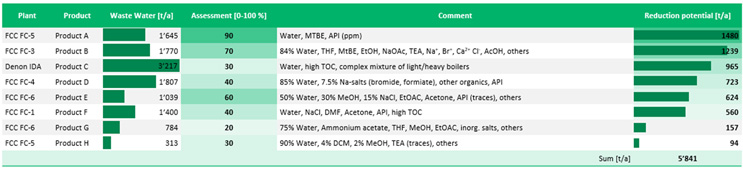
Figure 2. Different products and their assessment and reduction potential
Examples
The following examples further illustrate our approach and highlight some of the challenges and successes.
Project 1
Product 1 generates 13 waste streams, which were collected in a tank and incinerated (roughly 33 kg per 1kg of product). A detailed analysis showed that only three waste streams were problematic. However, their pre-treatment is very challenging, and therefore we opted to separate the problematic waste streams and continue to incinerate them. The other waste streams, which contained no problematic compounds and had high biodegradability, were treated in the wastewater treatment plant. Figure 3 shows the implemented solution, compared to the original.
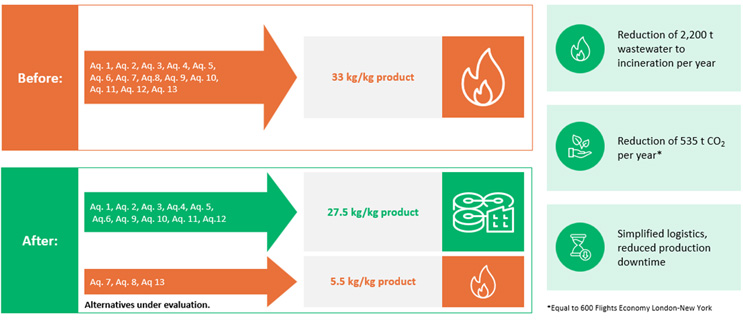
Figure 3. The before and after of implementing WIR on Project 1
Separating the waste streams sounds very simple, but is it more complex. It requires additional tanks, new piping, and adaptation of the recipes. Real-time safety measures with an online conductivity probe were implemented to ensure all aqueous streams are well separated. In addition, as we do for all our projects, Lonza continuously analyzes the pretreated wastewater prior to discharge to ensure it complies with the treatment plant’s limits at all times.
Alternative solutions for the remaining streams continue to be researched, including thermal hydrolysis/stripping and activated carbon treatments/stripping. This project nicely demonstrates that a stepwise approach, where a partial solution can be rapidly implemented, is very valuable. Even though the solution is not complete, we are already reducing the incinerated wastewater by about 80%, leading to a substantial CO2 reduction of about 500 tons/year.
Project 2
In Project 2, organic light and heavy boilers must be removed prior to sending the waste to the wastewater treatment plant. As shown in Figure 4, the recovered methanol is used for steam generation, and thus its energy is recovered. With these measures, the incineration of wastewater was reduced to virtually zero. Approximately 1,600 fewer tons of wastewater are incinerated/year, leading to a CO2 reduction of about 300 tons/year.
Waste logistics were critical in this project because the stripping was done at a different location to production. This issue was solved by installing a pipe between the production site and the central solvent recovery plant.
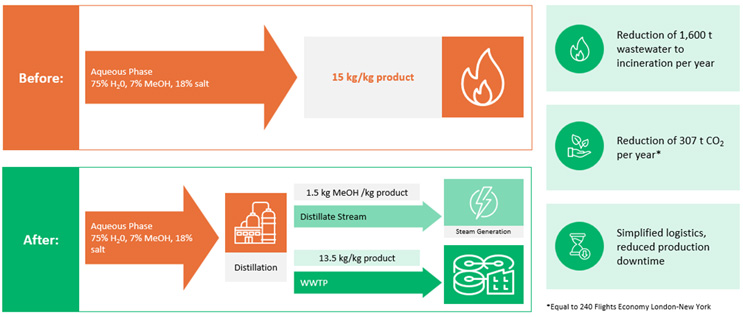
Figure 4. The before and after of implementing WIR on Project 2
Project 3
In this project, the waste stream contained 1% of MTBE and traces of an API. As shown in Figure 5, the implemented solution is a two-stage process. In the first step, the MTBE is distilled off and the distillate is incinerated, and in the second step, the API is removed with activated carbon in a continuous process. The activated carbon is ultimately reactivated, further reducing the footprint.
The distillate stream is about 10 times larger than expected, based on the MTBE concentration. This is because additional wastewater is stripped off to ensure that MTBE levels are significantly below the limits. With this solution, the amount of incinerated wastewater is reduced by roughly 90%, which saves about 90 tons of CO2 emissions per year.
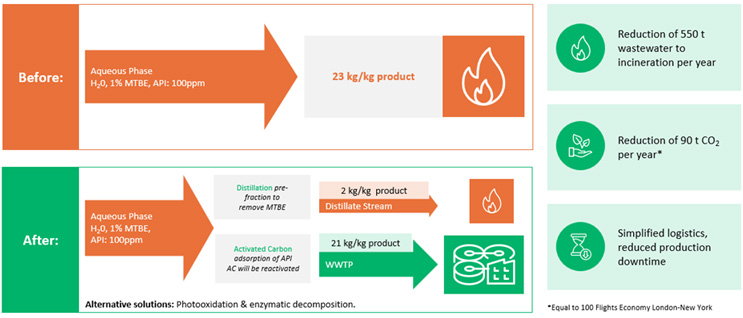
Figure 5. The before and after of implementing WIR on Project 3
Some alternative solutions were also investigated and found to be feasible. One option is photo-oxidation using hydrogen peroxide, which will decompose the MTBE and the API far below the limits, reducing the amount of incinerated wastewater to virtually zero. This solution was not implemented because of the long lead time and the capital expenditure required. Another option is a combination of distillation and decomposition of the API by an enzyme. The advantage here would be that no activated carbon would be consumed. However, the disadvantage is that the enzymatic decomposition splits the API into smaller subunits that remain in the wastewater, and may retain some activity. In this case, it was not easy to assess the activity of these fragments. To ensure safety, we chose the effective combination of distillation and activated carbon.
Project 4
Project 4 has not yet been implemented, and will begin when the next production campaign starts. There are six waste streams generated during this production. One was found to be very resistant to the pretreatment because of high levels of TOC and dissolved solids. For the remaining waste streams, distilling the light boilers at a high pH proved to be an effective pretreatment. Under these conditions, heavy boilers are partially converted to more volatile products and stripped off. The remaining compounds show a high biodegradability, and can be treated in the wastewater treatment plant.
The solution is summarized in Figure 6. Waste stream six is separated and incinerated together with the distillate, while the other five streams are pre-treated by distillation under high pH and sent to the wastewater treatment plant. With this solution, the amount of incinerated wastewater reduces by about 900 tons/year, which corresponds to roughly 50 tons of CO2. Lonza is still evaluating different technologies for the remaining stream. However, it is challenging, and likely not feasible with on-site technologies.
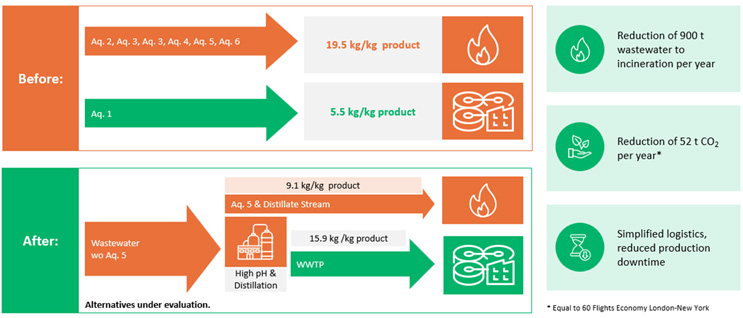
Figure 6. The before and after of implementing WIR on Project 4
Conclusion
Overall, the WIR project reduces the CO2 emissions by about 900 tons/year and incinerate about 5,000 fewer tons of wastewater/year. This is a reduction of about 30% in the wastewater incinerated at the Visp, Switzerland site. The goal is to reduce the amount of incinerated wastewater to zero, and to eventually achieve at least a 70% solvent recovery rate. Though Lonza has many technologies already available on site, not all streams can be treated efficiently, as shown above. Currently, we are evaluating different flexible technologies to complement our portfolio. These include super critical water oxidation, wet air oxidation, photo-oxidation, and electro-oxidation. With our current workflow, Lonza is well on the way towards zero incineration and sustainable onsite wastewater treatment processes.