
Prioritize Solvent Recycling And Recovery To Realize Your Green Goals
By Niklaus Künzle, Senior Director and Head of Global Process Technology and Innovation for Small Molecules, and Brian Schwegler, Associate Director for Thermal Separations and Sustainability from the Process Technology and Innovation Group

As sustainability becomes a leading initiative across the pharmaceutical industry, sponsors are looking for manufacturing partners that can develop their products efficiently while minimizing their ecological footprint. It is a delicate and, at times, difficult balance to strike. At Lonza, we prioritize being open with customers and colleagues about how we are building sustainability into the DNA of our business, because it takes a collaborative effort to combat the effects of climate change. As part of our Vision ZERO initiative, we are taking concrete steps to realize our goals of reducing emissions, raw material consumption, and waste.
As a contract development and manufacturing organization (CDMO), we are committed to supporting our customers as they deliver innovative therapies to enable a healthier world. Contributing to a healthier world also entails reducing our ecological footprint. A major part of this effort is solvent recovery and recycling, which stands to have a huge impact on carbon emission reduction efforts. Our strategies and technologies for solvent recovery yielded significant CO2 reductions in 2022: 30% of all solvents in our production process were recycled. Now, we’re striving towards 70% solvent reuse.
The Sustainability Journey at Lonza
Sustainability has become a central component of our company values and serves as one of five strategic priorities (Figure 1). There are seven sustainable development goals (SDGs) based around the United Nations’ 17 SDGs that guide our efforts to improve sustainability. They include good health and well-being; quality education; gender equality; clean water and sanitation; industry, innovation, and infrastructure; responsible consumption and production; and climate action (Figure 1).
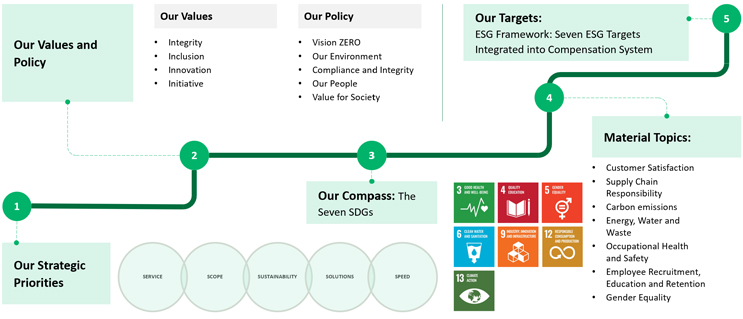
Figure 1. Lonza’s SDGs
To measure improvement in environmental sustainability, we focus on intensity targets for energy, greenhouse gases, waste, and industrial water (Figure 2). Energy and industrial water reflect the resources we consume while greenhouse gases and waste are measures for environmental output. The intensity factor accounts for the ecological footprint in relation to sales; in other words, we factor in rapid company growth. For all four targets, we aim to reduce intensity 50% by 2030, compared to 2018, except water where 2021 figures are the baseline. For energy, the goal is to supply 100% of our electricity from renewable resources.
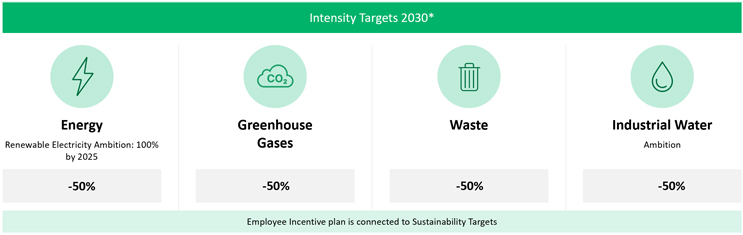
Figure 2. 2030 intensity targets
To reach these ambitious goals, we focus on four key aspects: facilities, equipment, and utilities; production processes and changeover; waste treatment rework and recycling; and culture and behavior. Having access to state-of-the-art infrastructure that encompasses modern heat; insulation; efficient heating, ventilation, and air conditioning (HVAC); heat recovery; green electricity; and circular utility economy is vital.
To establish sustainable production procedures, we conduct smart process development. We increase yield and reduce solvent usage to lower the overall mass effectiveness. If we have waste, we treat it in the most sustainable way possible. Solvents are reworked to be reused in the same processes or in other industries. Finally, to further enhance employee culture, we link our long-term SDGs with incentive plans. We provide information and training to encourage idea generation and implementation. By promoting this culture, we hope that employees will also implement sustainable behavior into their private lives.
Process Mass Intensity (PMI) & Process Water Intensity (PWI)
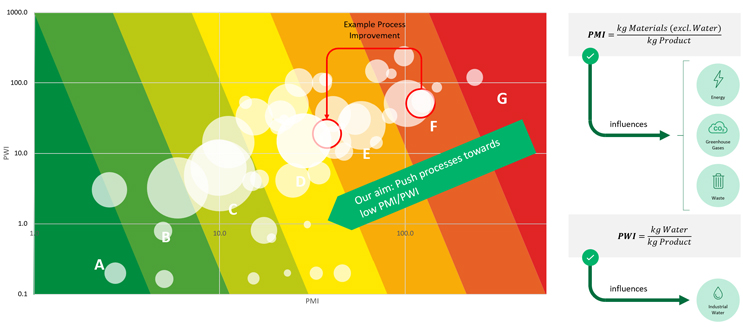
Figure 3. PMI and PWI efficiency
Figure 3 is the PMI/PWI chart that determines process efficiency. The X axis represents PMI, which is the amount of materials (not including water) used to produce 1 kg of product. PWI is shown on the Y axis, reflecting the amount of water per 1 kg of product produced. PMI influences energy consumption due to process dilution. It also influences greenhouse gases and directly influences waste. PWI influences industrial water consumption. In Figure 3, each process running in our plants is represented by a bubble. If a bubble is in the green area, that indicates a strong sustainable process; a bubble in the red area represents a poor process in terms of sustainability. Our goal is to push processes from the G area (dark red) to the A area (dark green). In the illustrated example in Figure 3, a process shifted from the F area to D or E. Due to the size of this logarithmic scale, this represents immense improvement.
Within our waste treatment and recovery sphere, wastewater incineration reduction and solvent recovery are our two primary initiatives. Both aim to reduce the amount of waste going through incineration and therefore, the amount of CO2 produced.
The Impact of Solvent Recovery
Solvent recovery is critical for reducing carbon emissions in the small molecules industry. To understand this, you must first understand the types of waste produced from a typical small molecule production. The API production process requires huge amounts of solvents, leaving many large waste streams to dispose of. A typical API production process begins by dissolving the reactants in a strong solvent, followed by the switch to a weaker solvent in which the final product will crystallize, be isolated by filtration, and washed to obtain the pure API. This process will typically generate 50 to 100 tons of waste per 1 ton of pure product (Figure 4). Historically, it was common to incinerate all waste, and thus produce significant CO2 emissions. However, Lonza is now striving to recover and recycle solvents from these waste streams wherever possible.
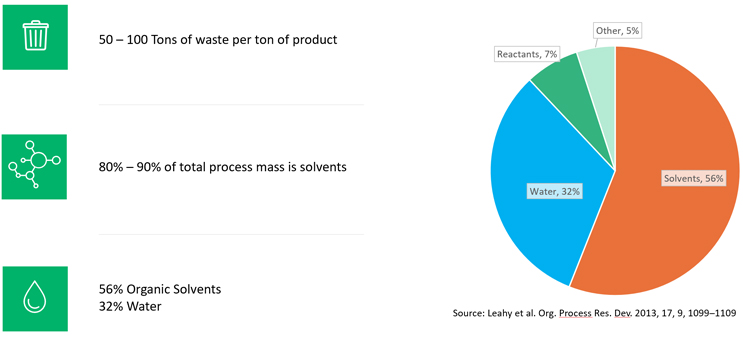
Figure 4. Waste generated in a typical API production process
Lonza’s API processes require about 30,000 tons of solvent per year. The mixed waste streams need to be disposed of or recovered. From said waste streams, we can recover and purify approximately 30% of the solvents for reuse (Figure 5). This equates to about 10,000 tons of recovered solvent, valued at over 10 million U.S. dollars, Euros, or Swiss Francs. Compared to incineration, this saves huge amounts of CO2. Approximately half of these recovered solvents are recycled back into the API process, and the remaining half can be sold for reuse in other non-pharmaceutical industries. The CO2 saved is the equivalent of what would be needed to fly 40,000 passengers from London to New York (Figure 5).
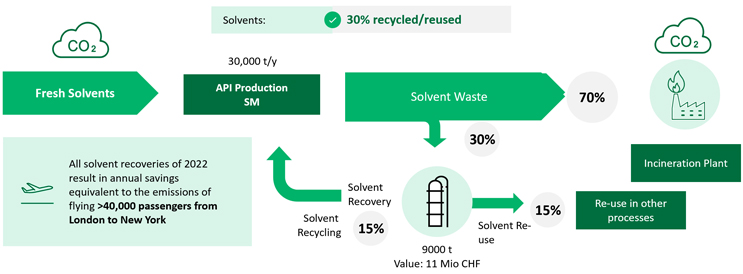
Figure 5. Lonza’s solvent recovery achievements in 2022
Approaches to Solvent Recovery
Lonza’s solvent recovery incorporates a broad interdisciplinary approach from the following teams: production; manufacturing, science, and technology (MSAT); process technology and innovation (PTI); environmental health and safety (EHS); and waste management. We consider points such as the technical evaluation, business case, lab feasibility, and any development and implementation issues that might arise. We also have recycling considerations, including quality assurance concerns, whether a customer would allow us to recycle back into the process, or if not, if there are customers that would be interested in purchasing solvents for reuse. Once we have identified where we want to recycle the solvent, we start to develop the process. At this stage, we have simulation, laboratory, and manufacturing capabilities.
Simulation tools can predict the yield and purity of recovered solvent from a waste stream which can then be used to design a laboratory distillation trial and aid in the industrial scale-up process. From the laboratory, we can gain valuable information such as the impurity profile, potential fouling, foaming, or precipitation phenomena. We also obtain samples needed for thermal safety or corrosion investigations and generate material for the recycling tests required to recycle the API into the final process.
The process is then scaled up for our industrial-scale production facilities, including our large-scale manufacturing facility known as the Fine Chemical Complex (FCC). In the FCC, we have 10 distillation columns that can be used to recycle solvents within the API production processes, as well as a dedicated solvent recovery plant with seven additional distillation columns used to recover solvents for reuse outside of Lonza. Additional technologies such as pervaporation are also available. There are many different waste streams coming out of an API production process, and we have several options for how to handle them (Figure 6). The least sustainable option is shipping the waste off-site for incineration. Since our on-site incineration capacity is limited, this would be the case if we weren't recycling solvents. The most sustainable possibility is recycling the solvents back into their original process. However, there are several options in between.
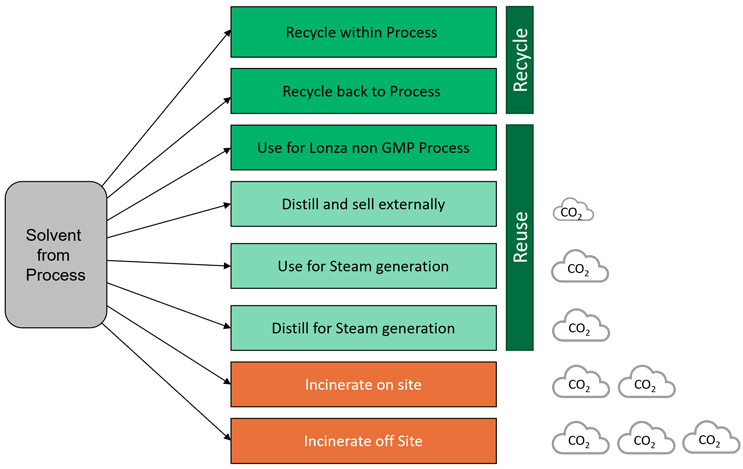
Figure 6. Solvent waste disposal and recycling options
We can recover energy generated by waste through our incinerator, which can be used to produce steam and reduce the amount of natural gas needed otherwise. Clean, distillate solvent streams can be used in our high-efficiency, steam generation plant to replace natural gas. Recycling solvents into the API process is difficult because of good manufacturing practice (GMP), regulatory constraints, and customer approval. As an alternative, we have a large network of customers interested in purchasing these solvents for other uses. In 2022, Lonza recovered solvents from 22 different API processes. The most common were toluene, acetone, tetrahydrofuran (THF), dichloromethane, isopropanol, and acetonitrile. The CO2 footprints resulting from the recovered solvents are shown in Figure 7.
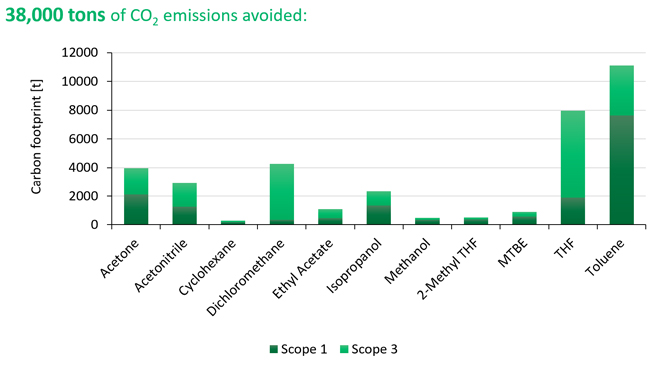
Figure 7. CO2 footprint of solvents in 2022
Scope 1 CO2 and Scope 3 CO2 emissions are defined by the greenhouse gas protocol. Scope 1 consists of direct emissions caused by waste incineration; this is the CO2 coming out of the smokestack as waste is incinerated. Scope 2, which is not depicted here, refers to externally sourced energy. All electricity used at Lonza is renewable, thus Scope 2 is not relevant. Scope 3 emissions are caused by the production and transportation of raw materials. In our case, these are the fresh solvents needed to run our processes. By recycling solvents back into the API process, we can reduce the quantity of fresh solvents needed and therefore reduce the associated Scope 3 emissions. On average, our solvents have about 2.5 tons per ton Scope 1 CO2 contribution and about the same Scope 3 CO2 contribution, generating a total of 5 ton per ton of solvent CO2 contribution if we were to incinerate the solvents.
Some solvents, like THF, have more intensive production processes, and therefore have higher Scope 3 emissions. Solvents such as methanol, which are easy to produce, have a much lower Scope 3 contribution. We reduced CO2 emissions by 38,000 tons through our solvent recycling processes in 2022. Using the myclimate.org resource, we calculated equivalent CO2 emission factors. With 38,000 tons of CO2, we could fly 20,000 passengers in economy class from Zurich to New York and back, drive 5,000 cars around the world once, or offset the annual carbon footprint of 3,000 people living in Switzerland.
Since Scope 1 emissions are directly related to the incineration of solvent waste, the relative amount of CO2 generated per solvent can be calculated by multiplying the number of carbon atoms by the molecular weight of CO2 and dividing that by the molecular weight of the solvent. Figure 8 demonstrates the relative CO2 generated for typical solvents.
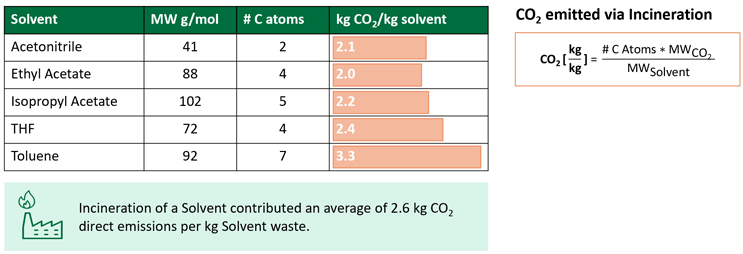
Figure 8. Relative CO2 generated for common solvents
Scope 3 emissions are not as straightforward to calculate. For this, we rely on literature sources such as the one depicted in Figure 9. On average, it can be reported that the production of 1 ton of fresh solvent results in about 2.5 tons of CO2 emissions.
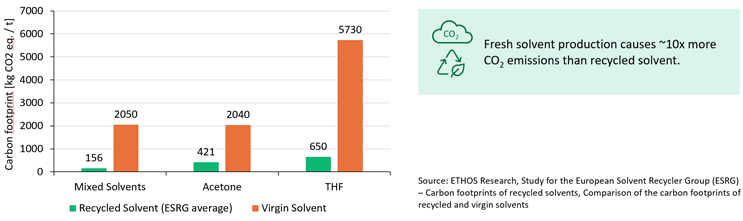
Figure 9. Scope 2 emissions
In the case of Scope 3, it is important to focus on solvents that are much more difficult to produce. THF has a multi-step synthesis production process, and therefore results in a much higher Scope 3 CO2 contribution.
Sustainable Solvent Recovery Techniques
Most solvents are recovered with distillation or hybrid processes that use distillation. Since we are running many different product campaigns per year, the flexibility of batch distillation offers a solution which works for most of our solvent recovery challenges. We can also use wipe film evaporation, vacuum distillation, or continuous distillation. For THF recovery specifically, we use pressure swing distillation to break the azeotrope with water in a recovery per solvent. Additional technologies such as extraction, molecular sieve, or final dehydration to parts per million (PPM) water levels as well as pervaporation or vapor permeation to break azeotropes and remove water are also used. Occasionally, chemical treatment for pH adjustment takes place before the distillation process.
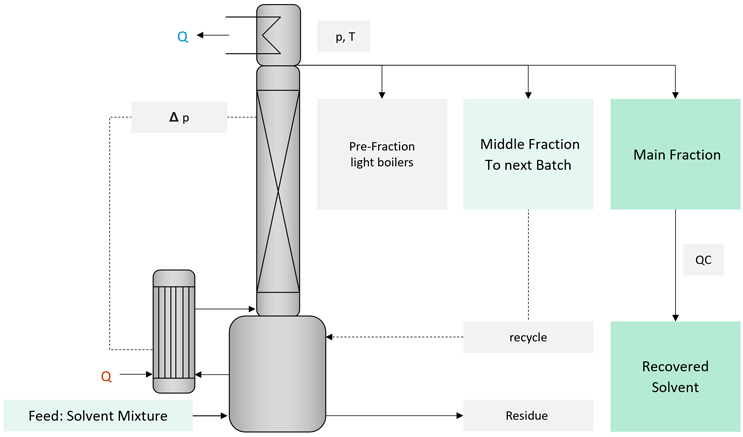
Figure 10. Batch distillation process
The batch distillation process is used most often for the purification of solvents from our solvent mixture (Figure 10). We start by feeding the crude solvent into the still and when applicable, apply vacuum. The distillation takes place using a column which can be filled with trays or structured packing to provide optimum separation efficiency. Using an appropriate column loading and reflux ratio, fractions are then separated based on differences in their boiling points. A light boiling pre-fraction is often discarded, followed by an intermediate fraction that can be recycled back into the next batch to increase yield. The main fraction is then a purified solvent coming out of the process, which is analyzed by our quality control department and then released into the solvent recovery tank for recycling or reuse.
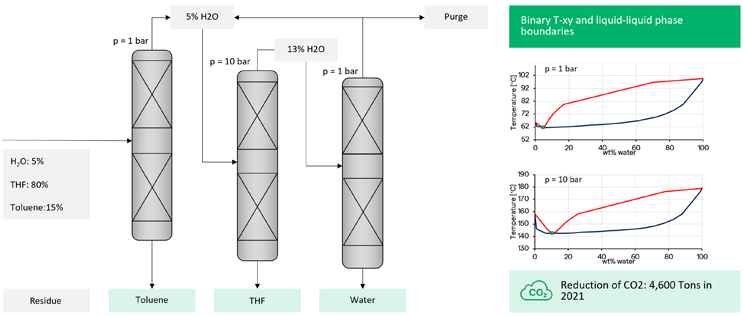
Figure 11. THF recovery with pressure swing distillation
For solvent mixtures that contain azeotropes whose composition is pressure dependent, such as THF water systems that result from Grignard reactions, the pressure swing distillation principle can be used. In the Figure 11 example, there is a mixture of THF, water, and toluene, which can all be separated into their pure components. The THF water separation would not be possible with a single batch distillation since they form an azeotrope. Under higher pressure, the composition of the azeotrope contains more water. This principle can be applied to break the azeotrope and obtain pure THF and water. The first column is used to remove the high boiling toluene and then take the THF water system as a distillate into the pressurized column. Since the light boiling azeotrope contains more water at higher pressure, we can then dehydrate this azeotrope to obtain pure, dehydrated THF in PPM levels at the bottom of the column. We then remove the water in a third column at normal pressure and recycle the azeotrope back to the pressurized column. The result is the purification of THF, toluene, and water with a high yield and purity.
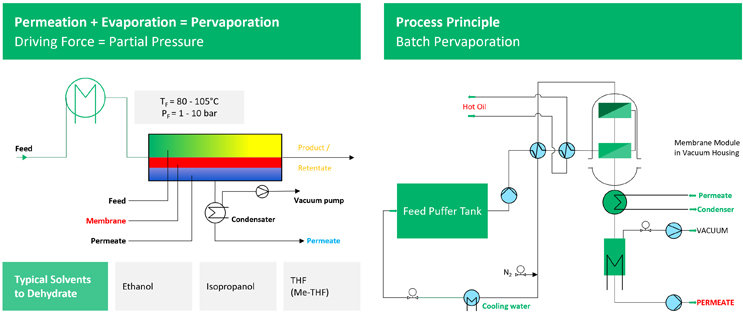
Figure 12. Pervaporation process
Pervaporation is a membrane technology that we can use to dehydrate solvents that cannot be dehydrated with distillation alone (Figure 12). The term pervaporation is a combination of permeation and evaporation describing the phenomenon which takes place in the pervaporation process. A preheated liquid feed passes over the membrane. Small polar molecules such as water can pass through the hydrophilic membrane in which a vacuum is applied on the permeate side, leaving a retentate with reduced water concentration. We use the batch principle to add flexibility to our multipurpose production unit. In this case, the feed is pumped out of the feed tank and preheated with heat recovery up to the optimum temperature before entering the vacuum vessel in which the liquid is permeated through the membrane. The permeate vapor goes to a condenser and the retentate liquid goes back to the feed tank to be further cooled by the heat exchanger before it goes into the feed tank. The circulation continues until the final purity is achieved.
A Continued and Concerted Effort
Solvent recovery is an extremely effective way to reduce our carbon footprint. At Lonza, we have the capabilities to recover and recycle solvents, and are continuously striving to increase our solvent recovery rate; currently, our goal is 70% recovery. Ultimately, reducing our ecological footprint and developing a more sustainable world will require a collective effort. It is critical to share resources and strategies to reduce the negative environmental impact of pharmaceutical manufacturing.