
Implement Solvent Recycling Into Your Process To Reduce Waste And CO2 Emissions

In recent years, sustainability has become a vital and ethical business goal across sectors. The pharmaceutical industry has long contributed to harmful CO2 emissions in order to bring innovative therapies to patients. Now, in an industry-wide reckoning, drug sponsors and manufacturers are working to develop more sustainable processes and reduce their ecological footprints. At Lonza, a contract development and manufacturing organization (CDMO), sustainability has become a priority across workflows. One primary arm of this initiative is solvent recycling, which stands to significantly reduce emissions, waste, and raw material consumption.
In a recent webinar hosted by Lonza Small Molecules, Niklaus Künzle, Senior Director and Head of Global Process Technology and Innovation for Small Molecules, and Brian Schwegler, Associate Director for Thermal Separations and Sustainability from the Process Technology and Innovation Group, discussed the green impact of solvent recovery and Lonza’s strategies for implementing this process with clients. In the following post-webinar Q&A, Schwegler and Künzle answer attendee questions on common solvent recovery obstacles and proven risk-mitigation strategies.
Q: What are the considerations and challenges you must work through when trying to recycle solvents?
Brian Schwegler: We have development and technical resources that we use to organize [our strategy] in an efficient way. We look at all the solvent streams that go into and come out of the process and categorize these based on value and sustainable impact to make sure that we are tackling the big fish in the right order. After looking at the waste streams, we look at technical feasibility. Some things may just not be possible to separate. They may be making azeotropes that cannot be separated with distillation, evaporation, or other technologies.
Sometimes the equipment may not be available or there are set priorities. We are trying to utilize our resources in the best manner possible, either the ones within our active pharmaceutical ingredient (API) production facilities or the ones in our solvent recovery plant. [There is also the consideration of] what to do with the solvent once it is recovered. There needs to be a possibility of recycling back into the product, which is not always [feasible] depending on the needs of our customers. Some customers are not ready to take any risk as far as solvent recycling. And when they are, it is an elaborate procedure to run the tests needed to make sure there is absolutely no negative impact on the process.
If a solvent is not going back into the API process, we need to look at where we can sell it. We have a network of external companies that are outside of the pharmaceutical industry that can use the solvents for other applications, usually at a lower value. Next, we look at the financials and set priorities for what we can do with the solvent. That is our decision tree in a nutshell.
Q: If you can recover energy from incinerating solvents, is it still sustainable to recycle the solvents?
Niklaus Künzle: The simple answer is yes; it is still sustainable. Recycling solvents will reduce the solvent waste and therefore, the energy we generate by incinerating. On the other hand, we save Scope 3 emissions from the production of the native solvents, and furthermore, it is more sustainable to use natural gas for steam production instead of solvents. We are striving to produce all process energy from CO2 neutral sources, which would make solvent incineration obsolete.
Q: How do you mitigate the risk of introducing impurities into an API when recycling a solvent back into the API process?
Schwegler: We have a detailed standard operating procedure (SOP) that describes how to introduce a solvent back into an API process. It starts with a theoretical risk analysis [that considers] possible impurities. We do a detailed analysis on the recovered solvent to see what micro impurities are present and if they could possibly build up when you are recycling multiple times. We can even run spiking experiments, which we do if there is any indication that they could have a negative impact on the process. We use this to set specifications for any unknown impurities; for example, with 0.1%, you would catch any accumulation of impurities going back into the process. With these impurities, we are tracking sampling of all the solvents. If we have a batch process, every batch needs to be released by quality control, showing that there is no impurity accumulation before it is recycled back into the process. No drop of solvent goes back into the process without a quality control (QC) release.
Q: Where are your distillation facilities located?
Schwegler: In Visp, Switzerland, we have distillation columns in the API facility, and we are usually running about eight API production processes simultaneously. Generally, around six of those eight have their own distillation capabilities. We also have the solvent recovery plant with a distillation column in Visp. There is also an API production facility for small molecules in Nansha, China, where we have three distillation columns. In Visp and in Nansha, there are pervaporation capabilities, as well. The biopharma facilities are not using solvents, so we are not recycling there. We have some wastewater treatment for the biopharma facilities, but mostly it is in the small molecule facilities where we do solvent recovery.
Q: Could you expand further on the applications for pervaporation?
Schwegler: In Visp, we have a pervaporation unit that uses a polymer flat sheet membrane. In Nansha, we have a ceramic membrane which uses vapor permeation. The difference is that in pervaporation, we are taking a liquid, heating it up, and passing it through the membrane (Figure 1). In vapor permeation, we are evaporating liquid, and the vapor comes in contact with the membrane. In each of these cases, the application is similar. We want to dehydrate a solvent that would otherwise make an azeotrope with water. For example, ethanol can form an azeotrope with 95% ethanol and 5% water. With distillation, you would not be able to remove this water. Pervaporation is very efficient because [you need only] vaporize the water as it moves through the membrane, which uses a lot less energy than distillation. Pressure swing distillation is the way that we recover tetrahydrofuran (THF) because we have a complicated mixture containing more than just THF and water. But if you had a clean distillate only containing THF and water, pervaporation would be a great option.
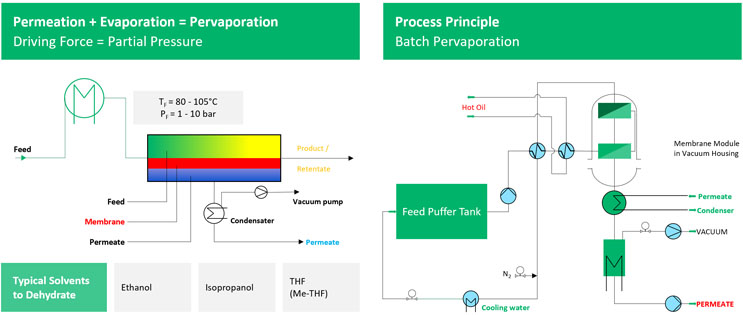
Figure 1. The pervaporation system
Q: What are the actions that Lonza can take to convince customers to recycle or reuse solvents in their process?
Künzle: We have been doing solvent recycling for many years now, but over the last few years, our customers have become much more open to it. Sustainability has become a more prominent topic for many customers, and more and more customers approach us to increase the amount of recycling we are doing for them. For those who are not yet on that level, we explain the safety of our processes, including what we do to make sure that we do not have impurities accumulating into the process as well as what is possible in terms of CO2 savings and waste reduction.
Q: Is it economically reasonable to recover solvents? What is the return on investment (ROI) while recovering solvents?
Künzle: It strongly depends on the solvents. We started with the most economical ones, and we have quite a good ROI. As we approach the higher side of the recycling ratio – we are currently recycling 30% and are striving to recycle 70% – we have to address solvents that are not that interesting in terms of financial benefit, [but relevant] because of their sustainable benefit.
Q: What is the THF quality or purity after the pervaporation process?
Schwegler: We have two technologies for recovering THF. One is the pressure swing distillation, where we can get down to levels less than 100 ppm of water. The other is pervaporation. Pervaporation is more difficult because the driving force for the evaporation is the vapor pressure of the water. As you reduce the concentration of water, you need to heat up, but you are limited by the temperature that the membrane can withstand. Pervaporation is great when you have between 0.2% to 10% water, but it gets slower as the water concentration is reduced. If we need to get down to PPM levels of water, we will combine pervaporation with molecular sieve. When pervaporation is no longer efficient, we can run the rest of the solvent through a molecular sieve and use a final polishing filter to get down to PPM levels of water.
Q: Nitrosamines can be difficult to detect analytically. How do you address this issue?
Schwegler: For all the APIs that we are producing, we have to run a nitrosamine assessment. If you are going to recycle solvent into the process, there is additional work that needs to be done. The first thing we do with any solvent recovery is a theoretical risk analysis, including what type of impurities can occur. Nitrosamines are a separate question that we must tackle. Chemists do a theoretical risk analysis to determine, based on the components in the process, if it is chemically possible to form nitrosamines. If there is any indication that this could be possible, we work with an external laboratory. When we are running the use tests with the recovered solvents, we will use our external laboratory to confirm that there are no nitrosamines in the process before recycling.
Q: Is there a rule of thumb about campaign size from which recovery is economically feasible?
Schwegler: We have data banks that discuss the amount of solvent going into the process and the waste streams coming out of the process. We look at the overall amount of solvent in the campaign and the daily rate of solvent coming out. A waste stream that we are treating is usually a couple tons per day of solvent. We are not running a lot of solvent recovery in our Phase 1 or Phase 2 API production. We mostly recover solvents when the API has been commercialized. We are talking about large-scale batch reactor sizes, usually 6 to 10 m3, and 2 to 10 tons per day of solvent. This is when it gets interesting to run solvent recovery processes.
The batch stills that we have are usually around 4 to 10 m3, and a handful of m3/day are the most efficient solvent recovery processes we have. If you have a high-value solvent like acetonitrile or THF, we will make some exceptions, especially if the purity and yield are high. In that case, we can store the solvent to run batches with campaigns of maybe 10 to 20 tons.
Q: How often do the membranes in pervaporation need to be changed? If it is too often, the sustainability gain may be overcome by the production of those membranes. Can you comment on that?
Schwegler: We have not changed the membranes in the pervaporation unit that we have had running for several years. We are currently in a phase of recommissioning to upgrade our whole control system, so we will change the membranes at the end of this year, but they have lasted several years. The Nansha plant uses ceramic membranes which are working very well. There were some mechanical issues, so they did have to be changed once, but generally there are not a lot of membrane changes.
Q: Do you ever have issues with solvent decomposition during the recycling process? What countermeasures do you take to prevent hydrolysis?
Schwegler: Anytime we are running a solvent recovery in the laboratory, we do differential scanning calorimetry, which is a thermal safety test. In the thermal safety test, we see if there is any endothermic or exothermic behavior. This would indicate that there could be some decomposition or polymerization during the process. If so, we would look closely at what is happening there. We analyze several different fractions in a laboratory test where this would show up. The process is then designed to avoid conditions that would lead to thermal instability. We have had issues, but this shows up before it goes into production.
Q: Certain solvents have additives for stabilization, for example, THF. How is this addressed in the regenerated solvent?
Schwegler: With THF, butylated hydroxytoluene (BHT) is added to prevent THF from forming peroxides. When we are running tests for the recycled solvent, we always test for peroxides so that there is no accumulation. Peroxides form with oxygen, and all the solvent recovery we are doing is under inert conditions. Everything is nitrogen-blanketed for safety reasons, but this also prohibits peroxide formation. With the distillate coming out of the process, you are distilling it away from the inhibitor. When we store solvent until the next campaign, we add some inhibitor to prevent any possible peroxide formation.
To watch the full webinar and Q&A session hosted by Lonza Small Molecules, please click here.